

We have touched on the many different applications of air gaging in a number of articles: size, match gaging, and form applications such as taper. In this column, we will discuss air straightness plugs and how they work.
The typical out-of-straightness condition is seen as a “bow” form within the bore, one that was introduced as part of the manufacturing process. The air straightness plug attempts to measure the depth of its curve. Usually this out-of-straightness condition is all within one orientation along the axis of the hole.
We have touched on the many different applications of air gaging in a number of articles: size, match gaging, and form applications such as taper. In this column, we will discuss air straightness plugs and how they work.
The typical out-of-straightness condition is seen as a “bow” form within the bore, one that was introduced as part of the manufacturing process. The air straightness plug attempts to measure the depth of its curve. Usually this out-of-straightness condition is all within one orientation along the axis of the hole.
Design
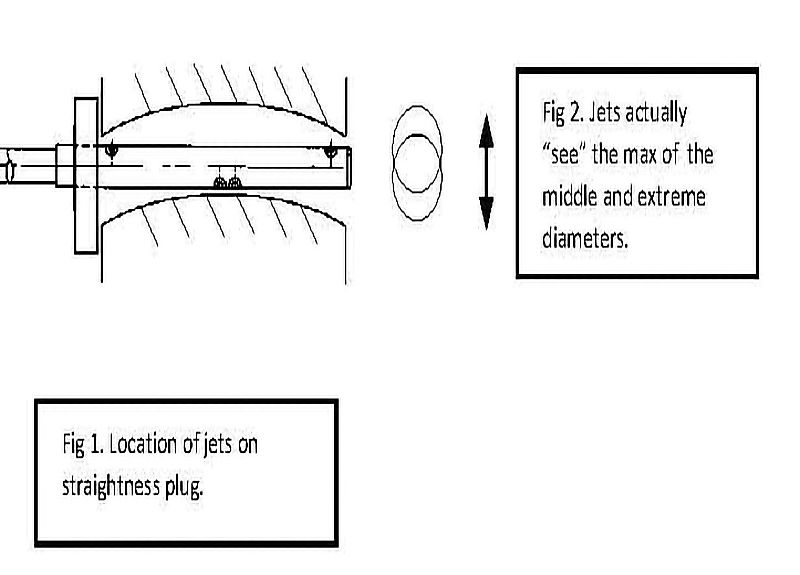
A typical air plug has four measuring jets in two opposing sets—two near the middle and two near the ends, as seen in Figure 1. This design allows the plug to look at both extremes of the bow condition.
There are no rules for the exact positioning of the jets relative to each other—as is sometimes the case with taper or squareness checks. Nor are there any ratios involved. The air jets at the extreme of the plug are positioned to inspect for the out-of-straightness condition which is usually specified over the total length of the bore. But, in order to understand how a straightness plug works, we have to take a quick look at the various combinations of jets typical in air tooling.
Differential Measurement
A two-jet plug is a differential measuring system. Imagine a two-jet air plug inside a master ring with the indicator reading zero. Now move the plug so that one jet is pressed against the side of the ring. This increases the back pressure on one jet, and decreases it on the other. But the indicator reading does not change, because the combined pressure of the two jets remains the same. However, when you insert the plug into a smaller or larger test part, the pressure does change, and the gage reads the differential.
An extension of the two-jet air plug is a four-jet system. Here, four jets are added together and if the plug is moved in any direction, again an average (differential) reading is made. The four jets see four pressure changes and add them all together. If there is a change in any of the measured dimensions, the total—and the reading on the indicator dial—changes.
The four jets are normally at the same level or plane on the plug. In theory, the four jets could be moved anywhere along the length of the plug independently, and if they are positioned at 90 degrees to each other, they will measure an average diameter of the bore. But if we move the jets so that two are on the same side at the extremes of the plug, and the other two are moved to the center on the other side of the plug, we have the straightness plug described above. If the part being measured is perfectly straight, and the plug is moved up and down, it acts like a two-jet piece of tooling. The two jets on the top are offset by the two jets on the bottom, and the result is no change on the display. But if the bore is not perfectly straight, the combined pressure changes, and the differential is shown on the instrument.
Dynamic Measurement
If the straightness plug is simply inserted into the bore, the display shows a number. What that number means is the real question. Straightness needs to be made as a dynamic measurement, very similar to a squareness check. With both of these form errors, the out-of-form condition is at its maximum along the axis at two positions, 180 degrees opposite each other.
Again, looking at Fig. 1, we can understand what the inner and outer jets are looking at. When the jets are in line with the bow (jets up and down), the jets are seeing either their max or min reading depending on the orientation. When moved 180 degrees, the inner and outer jets reverse roles and the same value is seen, and the plug is working in its differential mode.
But as the plug is rotated through 180 degrees exploring the bore, the pairs of jets will experience a maximum clearance and then find the minimum clearance, usually at right angles to each other. This difference between the maximum and minimum value is the out-of-straightness condition as seen over the total length of the plug measurement length.
You can also think of it this way: If you looked at the bore from the end, and drew a line around the extremes of its path, you would end up with an ellipse (Fig. 2). If you had an ellipse in a hole, a two-jet air plug would be capable of measuring the variation in size by rotating it in the part. Think of the straightness plug as a stretched out air plug with four jets doing the same thing. With this in mind, you have a pretty good understanding of what the straightness plug is doing.
The air straightness plug, though it is a little more complicated than a standard air plug, still maintains the same advantages of a standard air plug—easy to set up, easy to use, and provides high precision results.






