The standard parameters that are output when inspecting a gear are helix, profile, pitch, and runout. However, I find almost every customer asks for an additional parameter to be output – dimension over two balls (or pins). In this blog, I explain what this measurement entails as well as why it is important in the gear world. I will also explain how Wenzel can help you obtain this important parameter in your printouts, too.
Since a gear has a unique geometry, in order to obtain its size, there are no good places to use a micrometer, or “mic”, throughout its diameter. This is why balls, or, more commonly, gauge pins, are used to help obtain the size reading of the gear. The pins are placed diametrically opposite from each other and a micrometer is then used to take the measurement. This is one of the quickest and easiest ways to obtain the size of a gear which also indirectly gives some information regarding tooth thickness. This important for the function and wear of the gear over its lifetime.
If the dimension is needed for an internal gear, then the reading would be a measurement “between two balls” but since external gears are so much more common than internal ones, the term is applied universally.
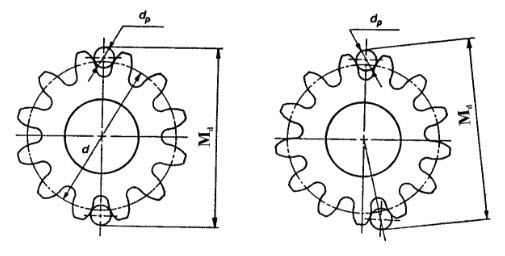
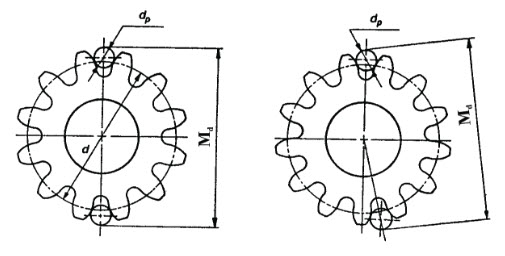
If a gear has an even number of teeth, then the pins can be applied diametrically opposite from one another. What happens when the dimension is needed for a gear with an odd number of teeth? Then the measurement is really a chord, not a diameter, and the designer should really specify a measurement “over one pin” where the gear is placed on an arbor which acts as the zero point for the reading.
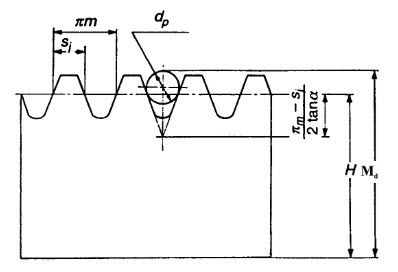
The size of a rack can also be obtained with a measurement over one ball or pin. The pin is simply placed over the rack and we “mike” between the pin and the bottom of the rack.
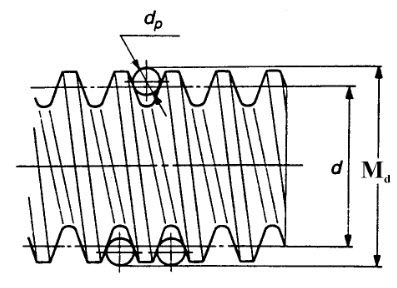
For a worm, the measurement over two balls is really over three pins! Due to the helical nature of a worm, we can establish a direct measurement “across” the worm only when there are three pins present, as shown in the picture.
As you can imagine, taking measurements for every set of teeth is very time consuming. This is where a GMM makes it fast, simple, and stress-free to obtain not just the average dimension over two balls measurement but the minimum and maximum as well!
For a spur gear, the dimension over two pins is very simple and ideal. This is because if the gear is hobbed, gauge balls might fall into the scallops in one measurement or rest on the high point in another whereas gauge pins always rest on the high points of the scallops. This makes for more consistent measurements. However, for helical gears, there is a possibility that error can be induced with measurement instruments such as pin anvils (see here). This is another reason why analytical gear inspection machines are ideal for these types of measurements.
Should you need to output this in your Wenzel GMM, all you need to do is head over to the “tooth thickness” tolerances tab and make sure to check the “Dim. over two balls” box. This will output the max., min., and average readings that is obtained analytically from the pitch measurement at the end of your program. Remember that the tolerances should be entered in microns or “tenths”, depending on the active units, since the tolerance input boxes are blue!

If you have any questions about this parameter, or any, from your Wenzel GMM, don’t hesitate to contact me here or drop me a line @GearMarks as well. As always, you can also visit our website at www.wenzelamerica.com. Happy gearing!