


AM is increasingly utilized in aerospace applications for producing intricate engine components and critical replacement parts. However, the quality control of AM-produced parts presents unique challenges due to the rapid cooling of metal, which can lead to material defects and microstructural changes. Non-Destructive Testing of Additively Manufactured components can play a big role here.
Common Defects in Additive Manufacturing
AM processes, particularly those involving metals, are prone to several types of defects which can be divided in five types. Porosities and Clusters of Porosities, which is small voids that occur within the material. Micro-cracks defined as tiny cracks that can develop due to thermal stresses. Lack of Fusion means incomplete bonding between layers. Layer Delamination is Separation of layers, leading to structural weaknesses. The detection and evaluation of these defects are crucial for ensuring the integrity and reliability of AM components before their application.
Non-Destructive Testing (NDT) Methods
Non-destructive testing is essential for assessing the quality and integrity of AM components without causing damage. Several NDT techniques are employed to evaluate AM products, each with its advantages and limitations.
Radiography: Utilizes X-rays or gamma rays to detect volumetric defects within the material. Radiography is effective for identifying internal voids and inclusions but may be less suitable for detecting planar defects like cracks.
Ultrasonic Testing (UT): Employs high-frequency sound waves to detect defects. UT is particularly effective for identifying planar defects and delamination between layers. It can also assess residual stresses induced during the AM process.
X-ray Computed Tomography (XCT): Provides high-resolution 3D images of the internal structure of AM components. While XCT offers excellent detail, its high cost and limited resolution for large components are significant drawbacks.
Thermography: Involves monitoring the thermal response of a component during metal deposition. This real-time inspection technique helps optimize process parameters and reduce defects.
Application to SS316L
In this study, radiography and ultrasonic testing techniques were experimentally tested on SS316L stainless steel coupons fabricated using laser powder bed fusion (LPBF), a popular AM technology. The results demonstrate the capabilities and limitations of these Non-destructive testing methods in detecting artificial defects in SS316L AM components.
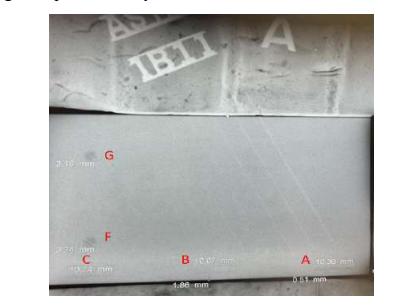
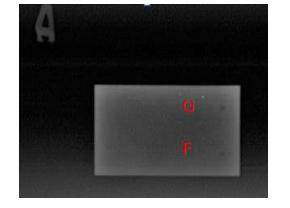
Radiography proved effective for identifying volumetric defects such as porosities and inclusions within the SS316L coupons. Ultrasonic Testing successfully detected planar defects and layer delamination, providing valuable insights into the internal structure and integrity of the material.
Conclusion
Non-destructive evaluation plays a vital role in ensuring the quality of additively manufactured components. While conventional Non-destructive testing techniques like radiography and ultrasonic testing show promise in detecting defects in AM products, ongoing research and development are needed to enhance their effectiveness and applicability to complex geometries and material characteristics typical of AM processes. As AM technology continues to evolve, advancements in Non-destructive testing will be crucial for its widespread adoption in critical applications, particularly in the aerospace industry.






